
آشنایی با عیوب رایج ورق سیاه فولادی
دسترسی سریع به محتوای مقاله
ورق سیاه رایجترین و پرکاربردترین نوع ورق فولادی است که در ساختوسازهای عمرانی و صنعتی بسیار مورداستفاده قرار میگیرد. ضمن اینکه، این ورق پایه ساخت برخی از دیگر ورقهای فولادی نیز هست. به همین دلیل لازم است تا ورقهای سیاه تولیدی از کیفیت، مشخصات سطحی و ابعادی مطلوبی برخوردار باشند. این نوع ورق به دلیل تولید به روش نورد گرم که در دمای بالای 1000 درجه سانتیگراد انجام میشود، معمولاً بیشتر مستعد برخی عیوب سطحی و ساختاری است. برای اینکه یک ورق سیاه باکیفیت تولید کنید و یا در هنگام خرید این محصول دچار خرید اشتباه و انتخاب ورقهای معیوب نشوید، لازم است تا با انواع عیوب رایج ورق سیاه و نحوه رفع آنها آشنا شوید. قیمت ورق سیاه تا حد زیادی تحت تاثیر این عیوب و کیفیت سطحی ورق قرار میگیرد و به همین دلیل شناخت عیوب ورق اهمیت بسزایی دارد.
اهمیت شناخت عیوب ورق سیاه
تا حد زیادی کیفیت سطح ظاهری یکی از شاخصهای مهم برای ارزیابی کیفیت ورقهای فولادی نورد گرم است. درصورتیکه کیفیت ظاهری محصول مطابق با الزامات نباشد، کاربر آن را نمیپذیرد. بنابراین، در فرآیند تولید، هر دو طرف شامل تولیدکننده و خریدار باید از عملکرد محصول و همچنین کیفیت ظاهری محصول اطمینان حاصل کنند.
در کل فرآیند تولید محصولات نورد گرم به دلیل عوامل مختلفی مانند دمای بالا، فشار بالا، سرعت بالا و تجهیزات سختافزاری، ایجاد عیوب مختلف در سطح ورق فولادی اجتنابناپذیر است و وقوع این عیوب در کل فرآیند تولید نورد گرم مداوم ممکن است رخ دهد. این امر نهتنها بر ظاهر سطح ورق تأثیر میگذارد، بلکه با نحوه پردازش بعدی، هزینه پردازش و غیره ارتباط نزدیکی دارد.
بهمنظور بهبود بیشتر کیفیت سطح ورقهای فولادی نورد گرم، کارخانههای تولید داخلی و خارجی اقدامات زیادی را برای اصلاح و بهبود انجام دادهاند که ازجمله آنها میتوان به تغییر در ترکیب شیمیایی ازجمله حذف شیمیایی و مکانیکی فسفر، آنیل پیوسته و پالایش فولاد و غیره اشاره کرد.
طبقه بندی عیوب رایج ورق سیاه
طبقه بندی عیوب ورق سیاه باید بر اساس تعاریف و توضیحات مربوطه در استانداردهای فنی مربوطه و شرایط فنی ورقهای فولادی نورد گرم باشد. درعینحال، باید متناسب با افزایش تعداد انواع فولاد در سالهای اخیر، تنوع روشهای تولید و اشکال و مشخصات واقعی عیوب، فرموله و تشریح شود. عیوب رایج ورقهای فولادی نورد گرم را میتوان به پنج دسته تقسیم کرد که عبارتاند از:
- عیوب سطحی
- عیوب شکل و تغییر فرم
- عیوب خواص و ترکیب یا عیوب ساختاری
- عیوب ظاهری کل کلاف
- ابعاد هندسی
عیوب سطحی ورق
یک استاندارد بینالمللی یکپارچه برای طبقه بندی عیوب سطحی صفحات فولادی نورد گرم وجود دارد. با توجه به عوامل مختلف ازجمله علل و شکل آنها، عیوب سطحی ورقها و صفحات با ضخامت متوسط و بالا به 33 نوع تقسیم میشوند. بااینحال، برخی از انواع مختلف آنها ممکن است به یکدیگر مرتبط باشند و بسیاری از عیوب نیز ازنظر ظاهری بسیار شبیه به هم هستند، که باعث سردرگمی در شناسایی و تمایز آنها میشود. بنابراین برای جمعبندی و سازماندهی این عیوب میتوان آنها را به پنج دسته عمده تقسیم کرد:
- لکههای سطحی
- تاشدگی و خراش
- ناخالصیها
- پوستهشدن
- ترکها
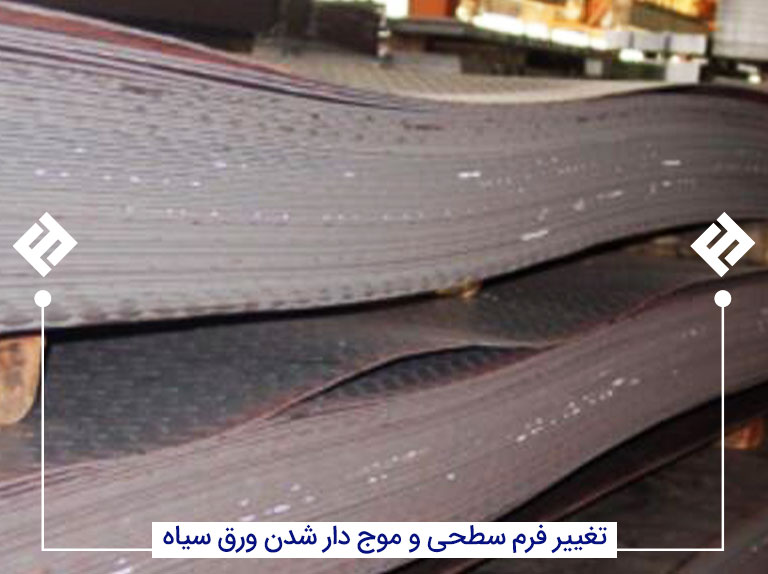
عیوب مربوط به تغییر فرم ورق
عیوب مربوط به شکل و فرم ورق سیاه به سه دسته کلی زیر تقسیم میشوند:
- موجهای با اندازه متوسط: حالت موجی شکل در راستای طول ورقهای سیاه معمولاً در ورقهای با ضخامت کم و ورقهای فولادی کمکربن اتفاق میافتد.
- موجدار شدن لبهها: معمولاً در ورقهای سیاه با ضخامت کم و یا گریدهای کمکربن که لبههای صاف ندارند ایجاد میشود.
- وجود ناهمواری در کل سطح ورق: این ناهمواریها شامل پستیوبلندیهایی در کل طول ورق و بهصورت پولک پدیدار میشوند.
عیوب ظاهری در ورقهای رول شده
ازنظر ظاهری، عیوبی که در ورقهای رول شده ممکن است ایجاد شوند را میتوان به 5 دسته زیر تقسیم کرد:
- برآمدگی برجی شکل: شکل شبیه برج، بیشتر در محصولات نوردی ضخیم ایجاد میشود.
- لایه پلکانی: لایه رول ناهموار یا چند لایه بیشتر در محصولات نورد با سایز بالا ظاهر میشود.
- آسیب ناشی از آویزان کردن کلاف: دو سر کلاف در این حالت آسیب دیده و بین لایههای کلاف شکاف وجود دارد.
- تختشدگی کویل: در این حالت ظاهر کلاف فولادی بیضیشکل یا گرد نامنظم است.
- کلاف شل: شکاف بزرگی بین لایه کویل پیچ و لایه ورق وجود دارد که بیشتر در محصولات ضخیم نورد شده ظاهر میشود.

عیوب ساختاری ورق
بر اساس کارایی و خواص مکانیکی و ترکیب شیمیایی ورقهای سیاه، عیوب ساختاری این ورقها را میتوان در سه گروه جای دارد:
- ترکیب شیمیایی حاوی عناصر زیاد: در این حالت ورق سیاه حاوی عناصری بیش از مقدار مجاز ذکرشده در استانداردهای معتبر است که بر خواص عملکردی آن اثر میگذارد.
- استحکام کششی بیشازحد استاندارد: در این حالت ورقها بسیار سخت و شکننده شده و احتمال شکست آنها در حین خمکاری بالاست.
- کشیدگی بیشازحد: افزایش انعطافپذیری و مقدار تغییر طول بیشازحد مجاز که موجب کاهش استحکام ورق میشود.
عیوب مربوط به سایز و هندسه ورق
عیوب رایج ورق سیاه ازنظر سایز و هندسه ورق به 3 دسته تقسیم میشوند:
- اختلاف ضخامت: تمام یا بخشی از ضخامت کلاف ورق فولادی از محدوده ضخامت استاندارد و مجاز فراتر میرود.
- ناسازگاری عرض: متغیر بودن و ناهمسان بودن کل یا جزئی از عرض کلاف ورق فولادی.
- کاهش اندازه ارتفاع آج در ورقهای آجدار نورد گرم: هنگامیکه ضخامت ورق نوردی 5.8 میلیمتر یا بیشتر باشد، این حالت بهراحتی رخ میدهد.
آنالیز عیوب سطحی رایج ورق سیاه
ورقهای فولادی نورد گرم مانند ورق st37 تحت تأثیر عوامل مختلفی در فرآیند تولید قرار میگیرند که عمدتاً شامل گرم کردن و فسفر زدایی اسلب، فرآیند شارژ داغ و وضعیت سطح رول میشوند. در طی فرآوری این ورقها یک سری عیوب در سطح و ساختار ورق سیاه ایجاد میشود که در ادامه به آنالیز آنها میپردازیم.
حفرههای سطحی
بهطورکلی حفرهها بهطور پیوسته در کل طول ورق سیاه یا بهصورت منطقهای روی سطح آن توزیع میشوند. دلیل ایجاد چنین حفراتی کیفیت پایین نورد و سختی سطح متفاوت است. در طی فرآیند نورد گرم، بر روی سطح اسلب فولادی که در بالای دمای تبلور مجدد فولاد و حدود 1000 درجه سانتیگراد حرارت دهی و نورد میشود، لایههای اکسیدی تشکیل شده و این سطح اکسیدی در اثر فشار ناشی از فرآیند نورد روی سطح پوستهپوسته میشود. پس از افتادن این لایههای اکسیدی، آثار بهجای مانده از آنها بهصورت حفرات ریز بر روی سطح ورق سیاه باقی میمانند.
تاخوردگی و خراش
علت تاخوردگی و خراشهای سطحی بر روی ورق سیاه، پردازش ضعیف یا سایش شدید ورقها با غلتکهای نورد است. علت ایجاد چنین تاخوردگی و خراشهایی به صاف نبودن لبههای غلتکها، اعمال فشار بیشازحد روی قطعه، آلوده شدن سطح غلتک به اکسید آهن و ایجاد خراش، جابجایی مقاطع در هنگام نورد گرم و... مربوط میشود.
ناخالصیها
به ناخالصیهای غیرفلزی با عمق معین روی سطح فولاد، آخال اطلاق میشود که عموماً بهصورت نقطه، نوار یا بلوک توزیع میشوند و رنگ آنها قرمز تیره، زرد روشن و غیره است. دلیل اصلی پیدایش آخال در ورقهای سیاه این است که سطح شمشها قبل از انجام نورد تمیزنشدهاند. در طی فرآیند گرمایش، مواد نسوز، خاکستر زغالسنگ و خاکستر روی سقف کوره یا انتهای کوره روی سطح شمش افتاده و با عبور غلتکها از روی آنها، در آنجا سفت و سخت میشوند. علاوه بر این، محیط اطراف آسیاب نورد تمیز نیست و سطح قطعه نوردی ممکن است با اجزای غیرفلزی آلوده شود.
پوستهشدن سطح
آثار پوستهپوسته شدن روی سطح ورق فولادی بهصورت پراکنده و نامنظم به دلیل عملکرد نامناسب هنگام ریختهگری شمش فولاد است. وقتی این شمشها بهخوبی ریختهگری نشوند، باعث پراکندگی و پاشش مذاب و چسبیدن آنها به دیواره قالب شده و پس از انجماد بهصورت اکسید درمیآیند و بر روی سطح میچسبند. این اکسیدها در هنگام نورد شمش بهصورت لایههای اکسیدی و پوستههای سطحی بر روی سطح ورق ایجاد میشوند که یکی از عیوب رایج ورق سیاه هستند.

ترکها
رایجترین انواع ترکها در ورقهای فولادی شامل ترکهای طولی، ترکهای عرضی و ترکهای ستارهای شکل میشوند. از سطح مقطع فولاد، ترکها دارای ریشههای تیز، عمق معین و عمود بر سطح بوده و پدیدههای کربورزدایی و ایجاد آخالهای غیرفلزی در اطراف آنها دیده میشود. دلیل ایجاد چنین ترکهایی این است که ضخامت ورق نورد شده در تمام قسمتها یکسان نیست و باعث تمرکز تنش در قیمت نازکتر میشود. همچنین، تنش حرارتی ناشی از اختلاف دما بین سطوح داخل و خارج ورق نوردی و فشار هیدرواستاتیک وارد بر فولاد از دیگر دلایل تشکیل ترک در این ورقها است.
لبههای موجدار
این نوع از عیوب ورق سیاه وقتی حاصل میشود که ضخامت اسلب ریختهگری یکنواخت نباشد که باعث میشود عرض ورقهای نوردشده یکسان نباشد. این عدم تطابق ضخامت باعث شده برخی لبهها نازکتر شده و دارای موج شوند.
پلیسههای سطحی
علت ایجاد پلیسههای سطحی این است که در طول فرآیند نورد شمش، برخی لبهها بیشازحد نورد شده و مقداری بیرونزدگی از عرض و طول استاندارد بر روی ورق ایجاد میشود. چنین پلیسههایی باید با فرآیند ماشینکاری حذف شوند.
عدم تطابق در عرض ورق
عدم تطابق در عرض ورق سیاه میتواند به دلیل از کار افتادن سیستم کنترل کامپیوتری دستگاه نورد باشد که باعث نوسان پارامترهای نورد میشود. در این حالت، کشش حلقه یا کویل نامناسب بوده یا نوسانات زیادی دارد و موجب میشود عرض ورق در دو طرف شیت یا کویل ورق سیاه یکسان نباشد.
روشهای جلوگیری از ایجاد عیوب رایج ورق سیاه
در کل فرآیند تولید نورد گرم، بروز انواع عیوب در ورقهای فولادی یک مشکل اجتنابناپذیر است. پس از یافتن علت نقص، نحوه جلوگیری از آن بسیار مهم است که در ادامه به چگونگی رفع عیوب رایج ورق سیاه اشاره خواهیم کرد.
جلوگیری از ایجاد حفرات سطحی
ازآنجاییکه علل ایجاد حفره متفاوت است، اقدامات برای پیشگیری و رفع حفره نیز متفاوت است:
- هنگام تعویض غلتکها، رولها را بهدقت بررسی کنید و از رولهای بهشدت زنگزده استفاده نکنید.
- لازم است بهسرعت غلتکهای فرسوده یا دارای سوراخ را با غلتکهای جدید جایگزین کنید.
- از آب پرفشار و هوای فشرده برای حذف رسوب اکسید روی سطح قطعه نورد قبل یا در حین فرآیند نورد استفاده کنید
- شیار نورد را خنک نگهدارید و از روان کننده فرآیند نورد گرم برای کاهش سایش و بهبود مقاومت در برابر سایش شیار نورد استفاده کنید.
جلوگیری از تا شدن و خراش در سطح ورق سیاه
اقدامات برای جلوگیری از چینخوردگی و خراش ورق سیاه عبارتاند از:
- دستگاه هدایتکننده ورق و محافظ را بهدرستی تنظیم کنید.
- گوشههای تیز را در غلتکها تجهیزات حرکتی و چرخشی مربوط به دستگاه نورد از بین ببرید.
- بررسی عملکرد دستگاه نورد و عیبیابی بهموقع ضروری است.
جلوگیری از پوستهشدن سطح ورق سیاه
اقدامات برای پیشگیری و از بین بردن پوستههای سطحی ورق سیاه عبارتاند از:
- بهبود عملیات ریختهگری شمش و کل قالب یا عملیات ریختهگری مداوم برای بهبود کیفیت شمشهای فولادی.
- تقویت بازرسی کیفی شمشها و بیلتهای فولادی
- بهموقع غلتکهای نورد و شیار نورد که بهشدت فرسوده شده است را تعویض کنید تا از خراشیدگی قطعه نورد جلوگیری شود.
جلوگیری از ترکهای سطحی ورق فولادی نورد گرم
اقدامات برای جلوگیری از ترک عبارتاند از:
- دمای گرمایش را کنترل کنید.
- بهبود کیفیت متالورژیکی فولادسازی و ریختهگری مداوم
- بهبود کیفیت سطح اسلبهای ریختهگری پیوسته و بازرسی دقیق
- بهبود سیستم نورد شامل جلوگیری از ایجاد ضخامتهای ناهمسان، کاهش یکنواخت و سرعت غلتش معقول غلتکها.
- خنککننده معقول پس از نورد کنترل میشود تا قطعه نورد شده بهطور یکنواخت خنک شود.
جلوگیری از برآمدگی سطحی ورق فولادی نورد گرم
بهمنظور جلوگیری از برآمدگی سطحی بهعنوان یکی از عیوب رایج ورق سیاه باید اقدامات زیر را انجام دهید:
- نیاز به بررسی و تعویض منظم نوارهای انتقالی در خطنورد
- بهینهسازی عملیات رول پیچ کردن ورقهای سیاه
جلوگیری از صاف شدن سطحی رول ورق سیاه
برای اینکه رولهای ورق سیاه دچار صاف شدن و افتادگی نشوند باید موارد زیر را رعایت کنید:
- کاهش طول رول ورق سیاه و رول پیچ کردن با توجه به طول و وزن استاندارد تعریفشده.
- دمای عملیات رول پیچی را بهطور مناسب کاهش دهید.
- دقت در نحوه ذخیرهسازی و انبار کردن رولهای ورق سیاه.
جمعبندی
در این مقاله انواع عیوب رایج ورق سیاه فولادی که به روش نورد گرم تولید میشوند را طبقهبندی و شناسایی کردیم. بااینکه ایجاد چنین عیوبی در ورقهای سیاه اجتنابناپذیر است، راهکارهای مناسب برای کاهش و حذف چنین عیوبی را ارائه کردیم تا محصولات نوردی خود را با بهترین کیفیت و مطابق با استانداردهای روز دنیا تولید کنید. بااینحال، با افزایش تعداد گریدهای فولادی و متنوع شدن روشهای تولید، عیوب جدید و تغییرات مورفولوژیکی همچنان رخ خواهد داد که این مشکل نیاز به تحقیق و بحث بیشتری دارد. اما با بهکارگیری روشهای جلوگیری گفتهشده در این مقاله میتوانید تا حد زیادی ورقهای سیاه باکیفیت و عاری از عیب تولید نمایید.